HD SKATE CE cementeble Neuflon-ptfe tape

PTFE Linear Bearings
OVERVIEW
|
|
ELASTOPLASTIC DEFORMATION / LOAD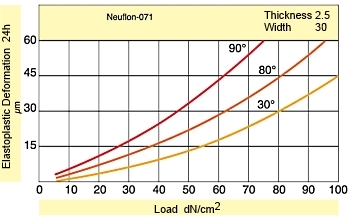 |
FRICTION COEFFICIENT / SPEED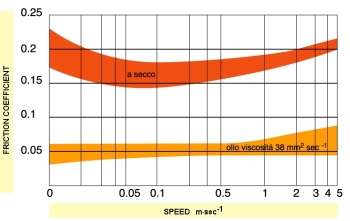 |
| STANDARD DIMENSIONS | ||
| CODE | WIDTH | THICKNESS |
| HD Skate CE 15/1.5 | 15 | 1.5 |
| HD Skate CE 20/1.5 | 20 | |
| HD Skate CE 25/1.5 | 25 | |
| HD Skate CE 30/1.5 | 30 | |
| HD Skate CE 35/1.5 | 35 | |
| HD Skate CE 40/1.5 | 40 | |
| HD Skate CE 45/1.5 | 45 | |
| HD Skate CE 50/1.5 | 50 | |
| HD Skate CE 60/1.5 | 60 | |
| HD Skate CE 70/1.5 | 70 | |
| HD Skate CE 80/1.5 | 80 | |
| HD Skate CE 100/1.5 | 100 | |
| HD Skate CE 120/1.5 | 120 | |
| HD Skate CE 125/1.5 | 125 | |
| HD Skate CE 150/1.5 | 150 | |
| HD Skate CE 160/1.5 | 160 | |
| HD Skate CE 175/1.5 | 175 | |
| HD Skate CE 200/1.5 | 200 | |
RTV-VRN ADHESIVE FOR PTFE instructions for ptfe / metal bonding
- The tape surface is ready for sticking and must not be handled. at most it could be cleaned with chlorothene (perchloroetylene), or, better still, with acetone.
- The metal surface (better if they have just been on dry operation) must be completely free of traces of oxidation and greases, the oil soaked cast iron must be flame treated so as to carbonize any residuals and then washed with chlorothene.
- Do not dry with compressed air wich is often contaminated with oil and water condensation. Work in clean and dry surrondings.
- The components must be at least at room temperature so as to avoid the formation of condensation.
- Preparation of the glue:
Carefully mix the hardener and the adhesive in the proportions suggested (see the label). At room temperature the "Pot-Life" is approximately 2h. - Spread out the so prepared adhesive in the quantitiy of about 200g/m2 and apply a light pressure (max. 0.1 - 0.3 Kg/cm2)
- When hardening has been completed, the HD Skate CE can be grinded, scraped or milled to obtain the lubrication channels
| Hardening time | Temperature |
| 12 h | 20°C |
| 10 h | 25°C |
| 3 h | 40°C |
| 2 h | 50°C |
| 20' | 100°C |
| It is advisable not to work under 18°C | |